2025恒鑫供应S235J0W合结钢圆棒、S235J0W高品批发价格
发布:2025/4/24 8:03:31 来源:dghxgc212025恒鑫供应S235J0W合结钢圆棒、S235J0W高品格
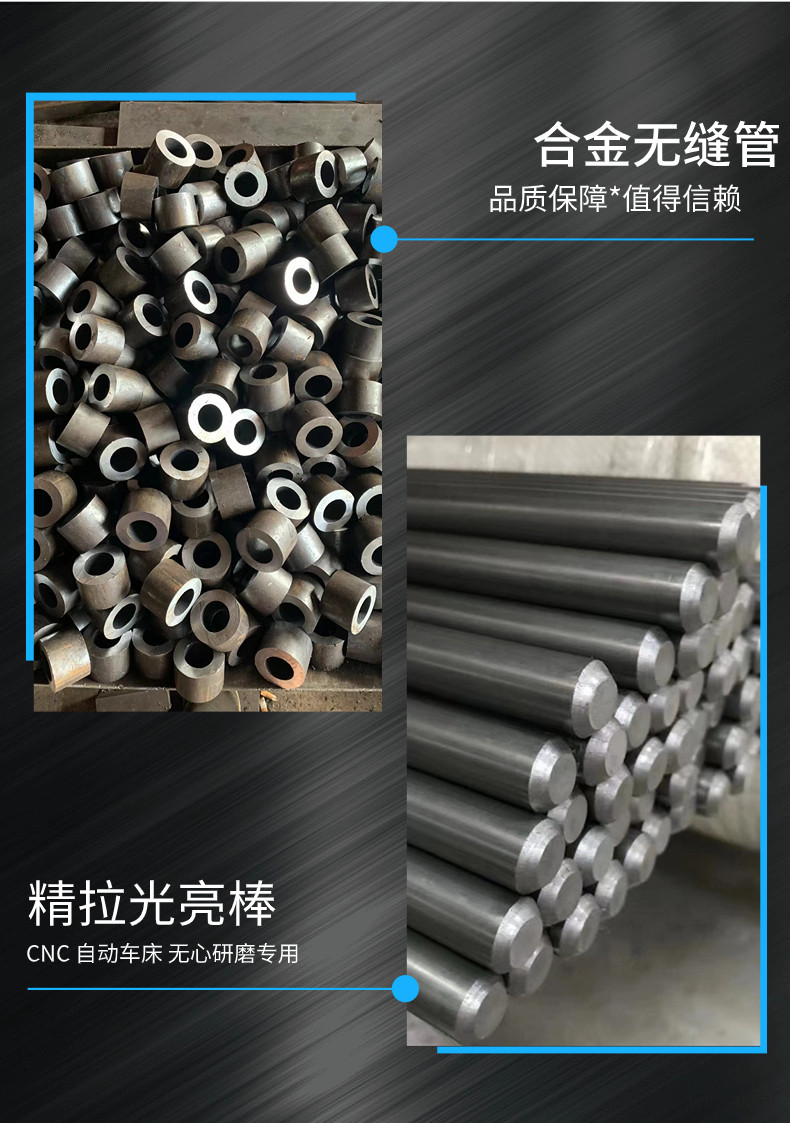
 白山高品格钢板S235J0W
白山高品格钢板S235J0W
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W化学成分,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W热处理工艺,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W销售商,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W代理商,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W上钢五厂,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W东北特钢,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W长城特钢,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W抚顺特钢,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W东特,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W抚顺,
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W抚钢
恒鑫钢材——合结钢产品—恒鑫制造商——S235J0W宝钢,

近年来,我国不锈钢产业在贸易问题加剧、原料供应大幅波动、行业深化供给侧结构性改革的背景下,加快产业结构、转型升级步伐,积极推动高发展,行业运行总体平稳。我国目前已成为不锈钢大国。2019年,我国不锈钢粗钢产量占全球的56.3%。 试验取样数量 1化学成分GB/T222,GB/T4336每炉一个试样 2拉伸试验GB/T228每批一个试样 3涡流探伤GB/T7735逐根 5.4钢管按批进行检查、检验和验收每批钢管应由同一规格、同一牌号、同一炉号的钢管组成每批钢管为100根,剩余钢管的根数不少于50根时,则单独为一批;少于50根时,应并入相邻的一批中 5.5拉伸试验如有一项试验结果不合格,则应将该根钢管剔除,并从同一批钢管中再取2根钢管复验不合格项目,复验结果即使有一个指标不合格,则整批钢管不。 品名请筛选规格(mm)请筛选公称口径材质请筛选钢厂/产地请筛选价格(元/吨)涨跌备注当前筛选焊管4分2.75mmDN15Q吉林华岐5550+50现货焊管6分2. 现货焊管1.2寸3.25mmDN32Q吉林华。
大口径直缝焊管主要生产流程说明1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首 行全板超声波检验; 2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状; 3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率; 4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形形成开口的"O"形 5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(M。 库存方面,目前港口库存目前量还是处于低位,本周交割品粉矿占比仍在继续下降,压港船舶数也在进一步,需求方面近期高炉铁水产量高位略有下降。目前支撑铁矿石价格的几个因素未见明显,目前的风险点是钢材终端需求仍未见明显好转,和政策面带来的,不过目前铁矿石贴水仍然较大,预计短期高位震荡。 镀锌管存放和采购应要注意的事项镀锌管在人们的使用很普遍,很平常见的就是用户自家使用的暖气输水管,镀锌管是里面都会镀一层锌起到耐腐蚀的作用,由于人们使用不当或是在、长时间靠水,钢管外壁会脱落掉一层,这样的钢管很用时间就会大大的缩短 以上所说的是我们日常使用中用的钢管,那镀锌管在施工时应注意的施工及施工要点有哪些 镀锌管在进场时详细检验,要求外观整齐、无锈、无变形;在堆放时要注意码放整齐,要求避雨措施,防止镀锌管“白化”镀锌管套丝要求丝扣整齐,无断丝卡箍连接的镀。
以上参数进行自动焊接试验,试验焊接中发现自动焊缝易出现缺陷有层间未熔合、侧壁未熔合、密集气孔、仰焊部位余高超标等 为了保证良好的盖面成型效果,盖面焊在选择较小的 焊接速度的同时尽量减小焊 ,使的盖面焊缝薄而宽,从而减小了熔池存在时间,达到了仰焊位置余高的目的根据试焊结果及分确定西气东输二线联络线STT根焊+CRC全自动焊填充、盖面工艺参数依据表3焊接参数焊接,焊缝经检测无气孔、裂纹、未熔合等缺陷,焊缝表面成型情况,宏观金相良好 焊缝机械性能经过石油。
最新内容